广州信源体育产业有限公司
营销中心:广州市番禺区汉溪大道东477号中铁诺德中心A3甲级写字楼17楼
生产基地:广州市白云区陈洞村坑边路168号
电话:020-38937925 020-85279847
网站:njwts.com
四川运营中心:成都市成华区建材路九熙广场二期二栋719室
四川运营中心电话:杨阳 13882228978


020-38937925
020-85279847

广州信源体育产业有限公司
营销中心:广州市番禺区汉溪大道东477号中铁诺德中心A3甲级写字楼17楼
生产基地:广州市白云区陈洞村坑边路168号
电话:020-38937925 020-85279847
网站:njwts.com
四川运营中心:成都市成华区建材路九熙广场二期二栋719室
四川运营中心电话:杨阳 13882228978
先监控塑胶跑道合成材料的环保安全性,再控制施工中用料环节的合理性,就能确保塑胶跑道材料环节无毒环保的保障。以下是塑胶跑道厂家的一致建议:
第一 检测厂家检测材料数据是否符合标准要求。
第二 施工现场的材料抽样,塑胶跑道胶水、面层,甲方应抽样送权威机构检验,确保和投标时的产品品牌一致,厂家检报告一致。

第三 环保塑胶跑道标准控制办法主要指标:
塑胶跑道合成材料胶黏剂和面层环保要求数据如下
1、TVOC(总挥发性有机化合物)1升含量≤5g(等同于每公斤VOC含量不大于5克)
2、不含氯化石蜡、MOCA等有毒重金属
3、不含笨、甲苯、二甲苯
4、不含溶剂、有毒催化剂、交联剂等
5、聚氨酯纯MDI体系,油性耐久环保型原料能达到国际田联性能标准要求
第四 塑胶跑道施工是否符合工艺需求,低价中标的惯例早已让人痛心疾首,怎样区分产品价格呢?国际通用的四类产品类型及市场指导价:
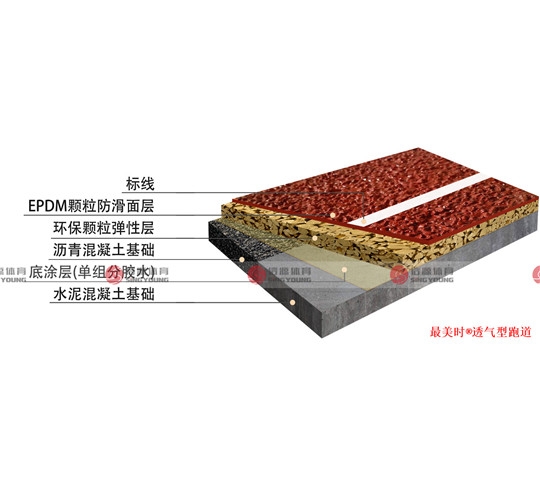
1、透气型塑胶跑道 指导价:230到300元区间
2、复合型塑胶跑道 指导价:280元350元区间
3、混合型塑胶跑道 指导价:500元到900元区间
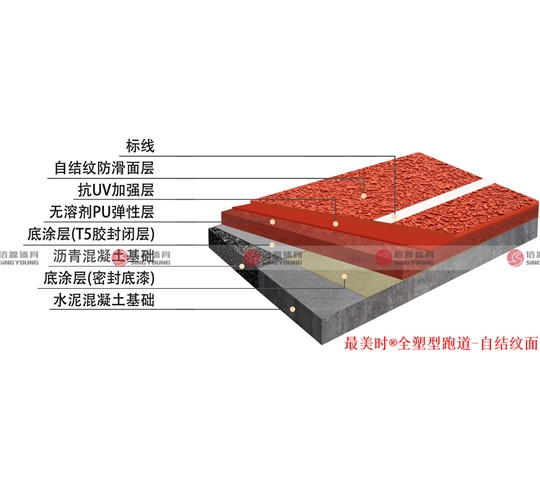
4、全塑型塑胶跑道 指导价:1000元到1450元区间
第五 塑胶跑道不单单要环保并且要耐久,使用年限8年以上。